
Walk into most modern factories today and something feels different. It is not just the machinery or the layout. There is a quieter kind of intelligence running underneath everything, one that watches, learns, and adjusts faster than any human team ever could. Artificial intelligence has moved well past the buzzword phase in manufacturing. It is now embedded in daily operations, and the plants that have embraced it are pulling ahead in ways that are increasingly difficult to ignore.
This article gets into the specifics. How AI is actually changing efficiency on the factory floor, which platforms are doing the heavy lifting, and what the real numbers look like for companies that have already made the move.
The Numbers Tell You Everything You Need to Know
Here is the simplest way to understand how seriously the industry is taking this shift: money. The global AI in manufacturing market was valued at $34.18 billion in 2025 and is on track to hit $155.04 billion by 2030, growing at a CAGR of 35.3%. That kind of investment does not happen on hype alone. It happens when results are showing up in quarterly reports.
Zoom out further and the picture gets even bigger. AI is expected to contribute up to $15.7 trillion to the manufacturing industry and push overall productivity up by 40% by 2035 Those figures sound almost too large to be meaningful, but they become very tangible when you see what individual manufacturers are reporting at the plant level.
For companies trying to build the right foundation to tap into these gains, investing in specialized IT Services for Manufacturing has become a practical first step. Setting up the cloud infrastructure, IoT connectivity, and data pipelines that AI systems need to function is not glamorous work, but it is the work that separates manufacturers who scale AI successfully from those who stall at the proof-of-concept stage.
Predictive Maintenance: The Use Case That Converts Skeptics
Ask any operations manager who has lived through a major unplanned equipment failure and they will tell you the same thing. The cost is never just the repair. It is the halted line, the missed shipments, the overtime scramble, and the customer conversations nobody wants to have.
In 2024, predictive maintenance emerged as the leading AI application in manufacturing, driven by the urgent need to minimize equipment failures, reduce operational downtime, and get more out of existing assets. The reason it consistently tops adoption lists is that the ROI is fast and visible.
Traditional maintenance follows a schedule. Change the oil every three months, service the compressor twice a year. The problem is that machinery does not fail on schedule. AI-powered systems monitor equipment continuously, learning what normal sensor readings look like and alerting teams the moment something starts drifting toward failure. It is the difference between reacting to a problem and preventing one.
The financial case is straightforward. AI can cut manufacturing maintenance costs by 25 to 40%. On top of that, predictive maintenance reduces unplanned downtime by up to 30% and can extend equipment life by as much as 40%. In automotive manufacturing, where a single line stoppage can run $50,000 to $500,000 per hour, even a modest reduction in downtime events pays for an AI deployment many times over.
Quality Control: Catching What Human Eyes Miss
There is a limit to how long a person can stare at a production line and maintain full concentration. It is not a criticism of workers. It is just biology. AI-powered vision systems do not have that problem. They do not tire after four hours, they do not get distracted, and they do not call in sick on a Monday.
AI-powered visual inspection now achieves defect detection accuracy above 97%, compared to 60 to 70% with traditional manual inspection. At the same time, inspection cycle times have dropped by up to 30%. That combination of speed and accuracy is something no manual process can realistically replicate at volume.
The ripple effects on waste reduction are significant too. Some manufacturing sectors have reported waste reductions of up to 25% after deploying AI-driven quality control systems. Siemens is one of the most cited examples here. Its AI visual inspection implementation improved defect detection rates by 25%, with a measurable improvement in customer satisfaction following the rollout.
What is perhaps most interesting is where quality control is now entering the product journey. By 2025, more than 60% of new product introductions in the manufacturing sector are expected to use generative AI in the design and concept stage. Quality is no longer just an end-of-line concern. It is being engineered into products from the first sketch.
Supply Chain Optimization: Finally Getting Forecasting Right
Supply chain disruptions over the past several years exposed just how fragile traditional forecasting models really are. Spreadsheet-based demand planning and gut-feel procurement decisions look increasingly inadequate when markets can shift overnight. AI does not eliminate uncertainty, but it handles uncertainty far better than the tools most manufacturers were relying on before.
AI-powered forecasting can reduce supply chain prediction errors by 50% and cut losses from unplanned downtime by the same margin. That accuracy comes from models pulling in signals that human analysts never had time to process together: historical order patterns, real-time logistics data, supplier performance records, and external risk indicators.
A 50% improvement in forecast accuracy changes the economics of inventory management entirely. Less cash tied up in buffer stock, fewer emergency procurement situations, and a supply chain that bends rather than breaks when conditions change.
Purpose-built Supply Chain Software Development Services are increasingly what manufacturers turn to when off-the-shelf platforms cannot connect their specific systems cleanly. A custom-developed layer that links procurement data, warehouse management, and supplier networks gives AI models the structured, consistent data feed they need to perform at their best rather than working with fragmented exports from a dozen different legacy systems.
Energy Efficiency: The Efficiency Gain Nobody Talks About Enough
Energy is one of the largest operating costs in heavy manufacturing, and it is also one of the areas where AI is delivering some of its quietest but most consistent wins.
AI-driven energy management systems have achieved average energy savings of 12% across facilities that have deployed them. The mechanism is not complicated. AI monitors consumption in real time across the entire facility, identifies where power is being used inefficiently, and makes adjustments automatically based on actual production loads rather than fixed schedules.
Volkswagen’s experience is worth highlighting here. Through AI-powered manufacturing optimizations, Volkswagen reduced factory energy consumption by over 20% Averroes across its production network. That figure represents both meaningful cost reduction and a significant drop in carbon emissions, which matters increasingly to both regulators and customers.
Across the industry, 78% of production facilities using AI have reported measurable waste reduction. When you stack energy savings on top of reduced material waste and lower maintenance costs, the compounding efficiency gains start to look like a fundamentally different cost structure rather than just incremental improvement.
Production Planning: Where AI Gets Genuinely Complex
Production planning is one of those functions that looks simple from the outside and is extraordinarily difficult in practice. Balancing machine availability, order priority, workforce scheduling, material flow, and delivery commitments simultaneously requires processing more variables than any planning team can hold in their heads at once.
Machine learning dominated the AI manufacturing technology segment in 2024 precisely because of its ability to make sense of operational data at the scale and speed that modern production environments generate. Yahoo Finance
The time savings are real and significant. AI has been shown to reduce product design time by up to 50% and shave 15% off delivery costs. For industries where getting to market six weeks ahead of a competitor matters, that kind of acceleration is a genuine strategic edge. Automotive manufacturers are currently leading the charge at 25% of AI implementations in production planning, with electronics close behind at 20%.
A lot of manufacturers building out AI-powered planning capabilities also need intuitive interfaces so that operators, supervisors, and plant managers can actually use the insights being generated. Companies that lack in-house technical depth often choose to hire web development team talent from specialist agencies to build these operator dashboards and internal portals, keeping the core AI development work focused while still delivering polished, usable tools to the people on the floor.
The Platforms Actually Doing the Work
Knowing that AI improves manufacturing efficiency is useful. Knowing which platforms to evaluate is what actually moves decisions forward. Here is a practical look at the tools leading the space right now.
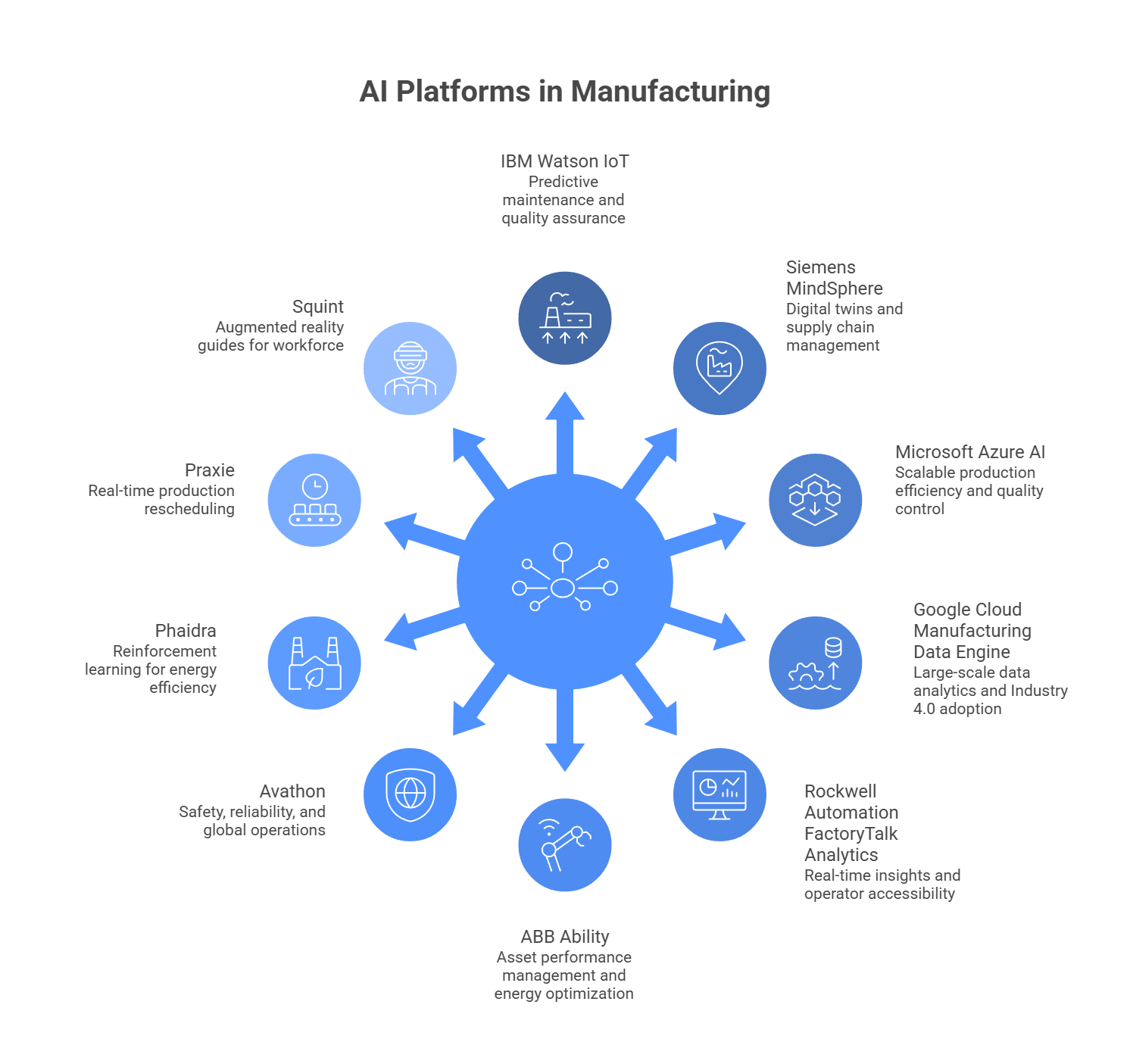
IBM Watson IoT for Manufacturing
IBM Watson IoT brings together IoT connectivity and AI to power predictive maintenance, quality assurance, and supply chain optimization. Its machine learning algorithms work through sensor data continuously, helping manufacturers improve product quality, cut downtime, and keep production workflows running smoothly. It performs particularly well in large, data-heavy environments where real-time equipment monitoring feeds into plant-wide decision making.
Siemens MindSphere
MindSphere is Siemens’ industrial IoT platform with AI at its core. It pulls together data from devices, machines, and sensors into a unified system that surfaces actionable insights for maintenance, supply chain management, and energy use. The recent partnership with NVIDIA has added a digital twin layer, enabling manufacturers to simulate complex production scenarios before committing to physical changes on the floor.
Microsoft Azure AI for Manufacturing
Microsoft Azure’s manufacturing suite weaves together AI, IoT, and advanced analytics to improve production efficiency, quality control, and supply chain management. Its toolkit covers predictive maintenance, anomaly detection, and process optimization. The platform’s real appeal for many manufacturers is its scalability. A single production line can serve as the starting point, with the capability to expand across entire operations as comfort and capability build over time.
Google Cloud Manufacturing Data Engine
Google Cloud’s Manufacturing Data Engine was built specifically to handle the enormous data volumes that modern manufacturing environments produce. It delivers AI-powered analytics and supports decision-making at scale, connecting edge devices through Manufacturing Connect and offering pre-built AI solutions designed to accelerate Industry 4.0 adoption. Its capabilities in machine anomaly detection and predictive quality insights are backed by Google’s considerable depth in machine learning infrastructure.
For manufacturers serious about getting full value from this platform, partnering with a specialist Google Cloud Development Company makes a meaningful difference, particularly for integrating the platform cleanly with existing ERP and MES systems and building data governance frameworks that hold up as deployments scale across multiple sites.
Rockwell Automation FactoryTalk Analytics
Rockwell’s FactoryTalk Analytics suite collects and interprets data from machines, sensors, and enterprise systems, turning it into timely, actionable information for plant decision-makers. Its product lineup includes GuardianAI for predictive maintenance, VisionAI for computer vision quality inspection, and LogixAI for production optimization. One of its practical strengths is how it surfaces insights directly to operators without requiring them to dig through dashboards, which accelerates adoption significantly on the shop floor.
ABB Ability
ABB Ability is ABB’s flagship industrial AI platform, built around asset performance management, energy optimization, and process control for heavy manufacturing environments. It uses machine learning to anticipate failures in motors, pumps, and robots before they happen, and makes continuous parameter adjustments in industries like steel, cement, and automotive. Its open architecture makes integration with third-party systems straightforward, giving manufacturers a flexible path toward digital transformation rather than a locked-in vendor ecosystem.
Avathon (formerly SparkCognition)
Avathon brings advanced industrial AI to bear on safety, reliability, and efficiency challenges in manufacturing. Its platform predicts equipment risk, optimizes energy usage, and catches potential production incidents before they develop, integrating with existing IoT infrastructure and scaling to support complex, multi-site global operations.
Phaidra
Phaidra takes a reinforcement learning approach to energy efficiency, with AI agents that learn the actual physics of a plant rather than following preset rules. Those agents make autonomous setpoint adjustments to maintain stable operations while continuously driving down energy consumption. For manufacturers managing sustainability commitments alongside production targets, Phaidra offers one of the more sophisticated approaches to keeping both in balance.
Praxie
Praxie focuses on real-time production rescheduling. When equipment goes down or a material shortage hits, the platform reads live factory signals and adjusts schedules immediately rather than waiting for a planner to intervene. TechNow Because it sits above the machinery layer rather than integrating directly into control systems, it represents a practical low-risk entry point for manufacturers not yet ready for deeper AI integration.
Squint
Squint approaches manufacturing intelligence from the workforce angle. The platform captures the knowledge of experienced operators and converts it into AI-powered, augmented reality guides that any worker can access directly on the floor. It combines spatial computing, large language models, and practical human expertise to reduce errors and close the skills gap that many manufacturers are struggling with right now.
What Companies Are Actually Reporting
It is one thing to cite market projections. It is another to look at what manufacturers who have deployed AI are actually seeing in their operations. Companies running AI on their production floors are reporting profit margin increases of 38% and defect detection accuracy climbing from 70% to over 90%. These are reported outcomes, not modeled estimates.
McKinsey’s 2025 State of AI report identified manufacturing as one of the sectors most consistently reporting cost benefits from AI deployments. The pattern among the top performers is telling. They did not treat AI as a tool for incremental savings. They used it to redesign how work actually flows through the organization, and the returns reflect that broader ambition.
Where Adoption Is Still Falling Short
The case for AI in manufacturing is strong, but it would be dishonest to leave out the parts of the story that are more complicated.
Jacek Smoluch, an automation expert at Mitsubishi Electric, noted that only about one in a thousand manufacturing facilities worldwide has successfully implemented advanced AI solutions. That statistic lands differently once you sit with it. For all the market projections and success stories, most factories are still operating without meaningful AI integration.
The barriers are real. Legacy systems that were never designed to share data cleanly, sensor infrastructure that needs to be built from scratch, data quality problems that take months to address before any AI model can be trained reliably. And then there is the human side of it.
Not every worker has been willing to embrace retraining, which points to how important change management is in any AI transformation effort. Technology is usually the easier half of the problem. Getting an organization to actually use it well is where most implementations run into trouble.
The manufacturers who have navigated this successfully share one consistent piece of advice: start narrow. Pick the use case where the pain is clearest and the data is cleanest. Build one working system, demonstrate the results, and let that success create the internal appetite for the next one.
Where This Is All Heading
The trajectory over the next decade is clear even if the exact path is not. The global AI in manufacturing market is forecast to reach roughly $287 billion by 2035, starting from $8.57 billion in 2025, at a CAGR exceeding 42%.
What is perhaps more interesting than the headline growth figure is how the adoption pattern is expected to shift. Rather than requiring massive plant overhauls, AI capabilities are increasingly being built directly into new machines, robots, and devices as standard features. These plug-and-play implementations are lowering the barrier to entry substantially, which means the mid-market manufacturers who missed the first wave are not necessarily going to miss the next one.
Generative AI is also beginning to find its footing in the manufacturing context. The generative AI segment in manufacturing is projected to reach $10.5 billion by 2033, primarily through applications in predictive maintenance, energy optimization, and product design. The technology that most people associate with text generation and image creation is quietly being put to work optimizing production parameters and accelerating new product development cycles.
Closing Thought
The manufacturers who are pulling ahead right now are not necessarily the best-funded or the most technically sophisticated. What separates them is a willingness to treat AI as a core operational priority rather than an IT project running in the background. The results being reported across predictive maintenance, quality control, supply chain management, and energy efficiency are not coming from companies that tested AI in a corner of the facility. They are coming from companies that committed to it, built the right infrastructure, chose the right platforms, and invested in helping their people work alongside the technology rather than around it.
The window for early-mover advantage in AI-driven manufacturing is not closed, but it is narrowing. The question facing most manufacturers today is not whether AI belongs in the factory. That question has been answered. The question now is how much longer a deliberate wait is worth the cost.